- 800-338-0027
- Contact Us
SEARCH Part # or Keyword:
PRODUCT SEARCH:
Enter a keyword or part number in the box below:
 * Part numbers for
* Part numbers for Success Stories
Innovative Workholding Solves Scrap Problem at Materion

Special alloy billets held by chuck-mounted face driver (above) and pressure-indicating live center (below). Blank billet shown above and finished product below.
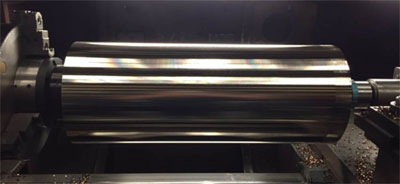
Riten was contacted by Adam Carr, engineering manager at Materion Performance Alloys in Lorain, Ohio, to discuss the possibility of using a face driver to turn large special alloy billets on their Romi 27 CNC lathe. The billets ranged from 8.25” diameter x 23” length to 12.25” diameter x 30” in length.
Their current process was to add extra length to the rough billets to provide a gripping area for a three-jaw chuck. After the billet was turned to size, the extra material was sawed off, creating a large piece of valuable scrap metal. Mr. Carr wished to explore ways to streamline this process and avoid the costly generation of scrapped material.Face driving employs sharpened drive pins to penetrate the face of the part, allowing end-to-end turning in a single operation. A hydraulically-actuated tailstock is preferred to generate measurable force to adequately seat the drive pins. Unfortunately, the Romi lathe had a manually-actuated tailstock which does not provide a visual indication of the axial force being applied. This presented an issue that needed to be resolved.
Riten’s solution was a heavy duty spring-loaded live center which can display the load applied to the part. It utilizes three color-coded indicator rings, each marked with the pounds of additional force supplied. Allen Boehnlein, Riten’s Midwest regional manager, calculated that approximately 5,170 lbs. of axial load was needed to safely hold the heavy workpieces against the selected face driver. The lathe operator received instructions on how to position the live center to provide the correct force.With Allen present during the initial set-up and run off, we decided to machine the largest billet, or worst-case scenario. The initial drive pin penetration was tested by bringing in the manual tailstock until the live center indicated the required force was achieved. The tailstock was backed off to check the face of the part, and it was verified that all ten drive pins were making good contact. Everything looked great so we proceeded to load the part and bring in the tailstock to the desired pressure. We duplicated the .100” depth of cut and the .005” feed rate used in their previous process. The face driver worked perfectly holding the part with no chatter which created an excellent surface finish and a quality finished part.The part was then loaded and the tailstock was brought in to the desired pressure. The face driver worked perfectly, holding the part with no chatter resulting in an excellent surface finish and a quality finished part. Materion is currently turning all of their billets of varying diameters and lengths using the face driver and the pressure-indicating live center. Cycle time is reduced, and the costly scrap, along with the associated sawing step to remove the chuck length, has been eliminated.
Ready, Aim . . .
For decades, Riten workholding products have been the preferred choice among American firearms manufacturers.
Standard and customized live and dead centers provide the accuracy required for precision machining of gun barrels for both military and commercial customers. Mitchell Kirby, Riten’s V.P. of Manufacturing, and himself a NRA certified instructor, recently participated… in a “3 Gun” show in Ohio. Here, Mitch is seen firing FNH’s SCAR assault rifle, with Ken Pfau, V.P of Sales for FNH, checking his marksmanship.
Riten’s customers include a “Who’s Who” among firearms suppliers:
FNH, Berreta and Rock Island Arsenal for military weaponry, and Winchester, Remington, Berreta, FNH, Sturm Ruger and others for the commercial market. Specialty gun makers and gunsmiths are also long-time customers of Riten.

Contact Mitchell Kirby for more information about Riten’s standard and customized live and dead centers.
Center Survey Program
In today’s economic environment, companies are looking at all possibilities when it comes to cutting costs and improving productivity. In response to customer needs, Riten has developed an in-plant survey program that helps manufacturers gain control of live and dead center inventories and reduce costs.
Riten, along with a well-known Midwest cutting tool distributor, assisted a large power- generation manufacturer in taking control of their center inventory. The manufacturer was using six different live and dead center vendors before the survey took place and was spending approximately $100,000 per year maintaining their inventory. The Riten Regional Manager and the Distributor Salesman spent four days inside the plant evaluating each machine and its applications. Working closely with the Plant Manager, Riten recommended the most cost-effective solution: eliminate duplicate tooling, implement a serialization tracking program for repairs and repair what was already on hand. Repairing the items on hand allowed the manufacturer to manage his cash flow and trade-in items as they became unrepairable.
Broken competitor live centers were identified and crossed over to Riten live centers. A generous trade-in allowance on the broken products helped to further conserve cash.The customer was given a binder identifying each machining cell, the proper centers for each application, CAD drawings for any custom centers and a fixed annual cost for each center. Repair pricing and trade-in allowance are also guaranteed for one year. The distributor received a CD-ROM with all of the information for each machining cell to further allow them to help monitor the end-users center inventory.
After twelve months, the manufacturer realized a total cost savings of $30,000 and cut center-related machine down time to zero. This program has created a symbiotic relationship between Riten and the manufacturer benefiting both companies. We are currently working on two other manufacturing locations for this customer. They believe that the downtime reduction and increase in productivity has helped to give them a competitive advantage.
For more information, please contact Riten’s customer service department and request our new repair and
center survey brochure.
FEATURED PRODUCT

Adjusta-Point Radial Compensating Live Centers
Point can relocated .030” in any direction to compensate for center holes that are not quite on center.